

")
Sebelum melakukan eksekusi benda kerja menggunakan mesin CNC, operator wajib melakukan setting pahat pada sumbu X dan sumbu Z pada titik nol benda kerja (zero workpiece ) hal ini bertujuan agar tidak terjadi tabrakan mesin.
Berikut langkah -langkah dalam melakukan pengaturan/setting pahat pada sumbu X dan Z mesin CNC dengan control GSK 928TDc
1. Pastikan sudah home position (machine zero)
Dengan melihat nilai X dan Z pada layar bernilai nol (atau lampu indikasi machine zero pada sumbu X dan Z sudah menyala)


Jika belum home position/titik nol mesin maka lakukan langkah-langkah merefrensi mesin sebagai berikut :
-Tekan tombol MANUAL kemudian tekan tombol persumbuan Z- dan X- secara bergantian
-Pastikan posisi eretan mesin sudah bergerak (lihat angka pada layar X dan Z)
-Tekan tombol MACHINE ZERO kemudian tekan tombol X+ terlebih dahulu kemudain Z+

- Pastikan nilai X dan Z pada layar sudah Nol atau lampu indikasi sudah menyala.
2. Setting pahat pada Z0 benda kerja
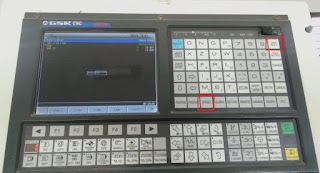
a. Putar spindel dengan kecepatan 500RPM ( tekan tombol MDI , Program , M03 S500, DATA INPUT,CYCLE START)

b. Pastikan posisi nomor pahat sesuai dengan kode program tools yang kita input jika sudah sesuai silahkan ke tahap selanjutnya, jika belum silahkan tekan tombol MDI, panggil posisi pahat yang kita akan gunakan (contoh pahat no 1 dengan posisi baris offset no 2) maka kode yang kita input T0102 , DATA INPUT , CYCLE START.
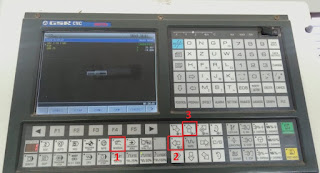
c. Sayatkan pahat secara menyilang (bubut muka) pada benda kerja seperti pada gambar dibawah dengan penyayatan tipis sampai permukaan benda kerja rata dengan menekan tombol MPG dekatkan pahat ke benda kerja dengan mengunakan handwheel atur kecepatan gerakannya , saat mendekati benda kerja diatur secara perlahan dengan memindahkan posisi x10 pada handwheel.
Bubut Muka untuk setting Z0 benda kerja

Tombol MPG








0 Comments: